+86-18964821913
webmaster@cnmoulding.com
Home
About us
Plastic injection molding
Injection molds
Blog
Contact us
Blog
Home
Blog
2021年7月8日
Published by
admin
at
2021年7月8日
Categories
Industry
Plastic injection moulding
Automotive Plastic Parts Manufacturers
Automotive Plastic Parts M
[…]
2021年7月7日
Published by
admin
at
2021年7月7日
Categories
injection molds
Injection Mold Quote
How to get a plastic injec
[…]
2021年6月24日
Published by
admin
at
2021年6月24日
Categories
Plastic injection moulding
How to Complete a Project for Plastic Injection Molding Quotes
6 Steps for Plastic Inject
[…]
2021年6月18日
Published by
admin
at
2021年6月18日
Categories
injection molds
Automotive injection mold manufacturing industry
Automobile Industry Drive
[…]
2021年6月18日
Published by
admin
at
2021年6月18日
Categories
Plastic injection moulding
Automotive Injection Molding
How is automotive plastic
[…]
2021年6月16日
Published by
admin
at
2021年6月16日
Categories
Industry
injection molds
Refrigerator Mould
Refrigerator Mould CNMOULD
[…]
2021年6月14日
Published by
admin
at
2021年6月14日
Categories
Industry
Refrigerator Plastic Parts Injection Molding and Mold Making
Plastic Injection Molding
[…]
2021年6月11日
Published by
admin
at
2021年6月11日
Categories
injection molds
What about a Hot Runner Mould
About Hot Runner Mould A h
[…]
2021年6月10日
Published by
admin
at
2021年6月10日
Categories
news
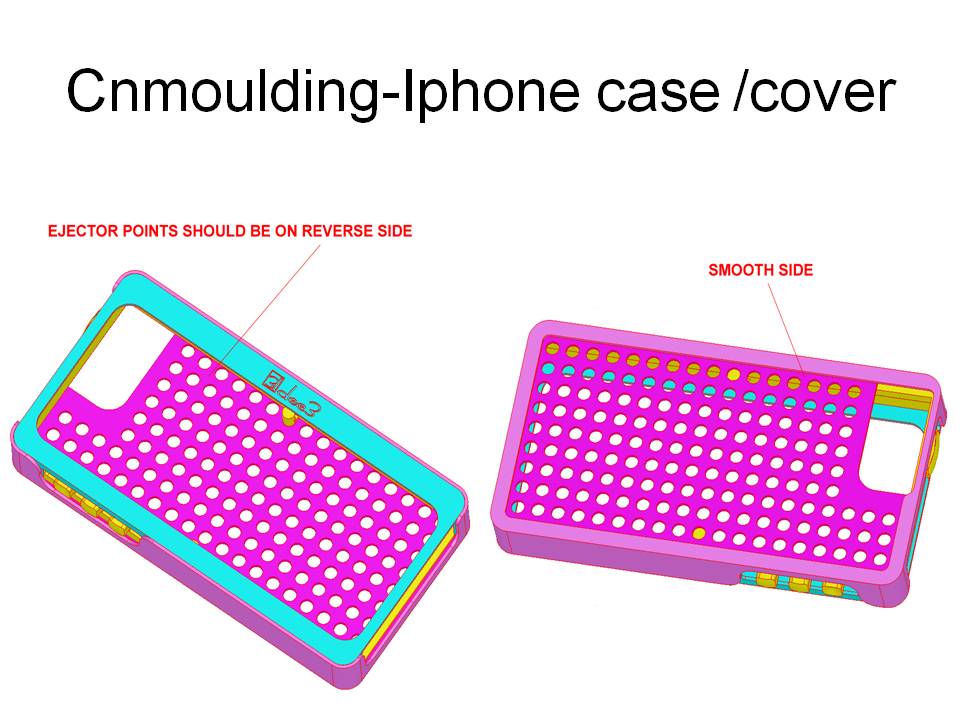
Best iPhone Accessories Manufacturer in 2019
Accessories for your new i
[…]
Load more
TOP
+86-21-52913487
webmaster@cnmoulding.com
更多信息




{kind=link}